


Reactor revestido de vidrio con camisa de tipo abierto/brida
DESCRIPCIÓN DEL PRODUCTO ESPECIFICACIONES: APLICACIÓN DONDE SE UTILIZA EL REACTOR CON REVESTIMIENTO DE VIDRIO PROCESO DE
Descripción
Información básica
| N º de Modelo. | Serie AE y K |
| Presión | Positivo |
| Modelo agitador | Opcional |
| Tipo de reactor de torre | Ninguno |
| Calefacción | Opcional |
| Estructura de transferencia de calor | Vestido una americana |
| Calificación automática | Opcional |
| Condición | Nuevo |
| Paquete de transporte | Soporte de Madera o Robo |
| Especificación | 63 a 6300 litros (AE), 50 a 12500 litros (K) |
| Marca comercial | Pionero |
| Origen | Shandong |
| Código hs | 8479820090 |
| Capacidad de producción | 1800 PC por año |
Descripción del Producto
DESCRIPCIÓN DEL PRODUCTO| El reactor revestido de vidrio es una especie de recipiente a presión que combina la fusión de vidrio interior con la estructura de acero exterior en un solo cuerpo, es resistente al ataque de la mayoría de los productos químicos y a las mezclas de materiales corrosivos que se utiliza en una amplia gama de procesos químicos que involucran productos químicos agresivos. Los reactores revestidos de vidrio se fabrican meticulosamente con una superficie impermeable, lisa y antiadherente que logra un equilibrio óptimo de resistencia a la corrosión, propiedades térmicas y resistencia mecánica. Los reactores revestidos de vidrio se han hecho muy conocidos y ampliamente utilizados para llevar a cabo reacciones químicas a temperatura elevada o reducida y/o a presión elevada o reducida, así como la combinación (mezcla) de elementos o compuestos que no han reaccionado en el campo químico, farmacéutico, biológico. -Tecnología, alimentos y bebidas, sabores y fragancias e industria nutracéutica. |
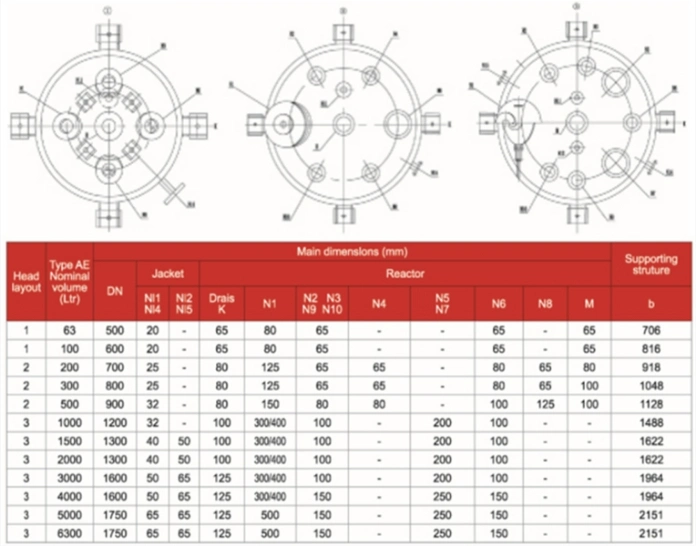
| El reactor revestido de vidrio de la serie AE/K es un tipo de recipiente de acero revestido de vidrio de dos piezas con agitador, también llamado "tipo abierto", "tipo brida" o "tipo con abrazadera". Comprende un cuerpo de recipiente y una cubierta separable, y la cubierta se une y sella al cuerpo del recipiente mediante una brida, una junta y abrazaderas en forma de gancho. La brida comprende una cara de la brida de la tapa que es integral con la tapa separable, una cara de la brida del cuerpo correspondiente que es integral con la brida del cuerpo del recipiente mediante abrazaderas en forma de gancho. El método de calentamiento y enfriamiento es con una camisa a través de vapor, agua. Es fácil de limpiar, mantener y reparar abriendo la cubierta. |
ESPECIFICACIONES:
| Estándar/Código de diseño: | DIN 28136 (serie AE) GB/T 25025, GB/T 25027, HG/T 2371 (serie K) ASME VIII DIV1 (sin estampar) o contra estándar personalizado |
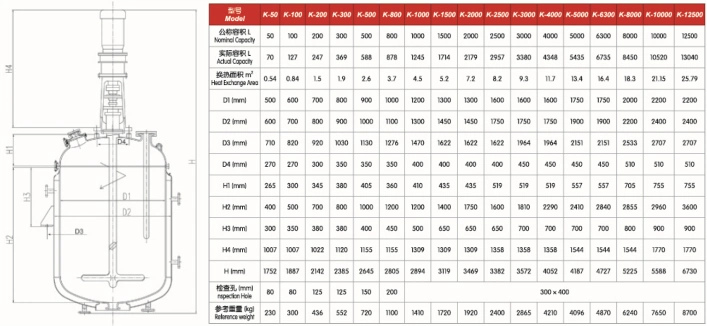
| Capacidad: | 63 a 6300 litros (serie AE); 50 a 12500 litros (serie K) |
| Presión diseñada: | Recipiente: 0,2 Mpa, 0,4 Mpa, 0,6 Mpa, 1,0 Mpa Chaqueta: 0.6Mpa |
| Temperatura diseñada: | Recipiente: -25~200ºC/200ºC Máx. Chaqueta: -25 ~200ºC/230ºC Máx. |
| Material de la estructura: | Embarcación: MS Q245R/Q345R Chaqueta: MS Q235B/Q245R/Q345R |
| Grosor/Color del vidrio revestido: | 1,0 a 2,3 mm (serie AE); 0,8 a 2,0 mm (serie K) /Azul oscuro |
| Área de transferencia de calor: | como diseño |
| Velocidad de agitación: | 63/80/125 rpm (estándar) o contra especificaciones personalizadas. |
| Tipo de agitador: | Anclaje/Marco/Impulsor/Hélice/Paleta/ Tipo de combinación o personalizado |
| Sello de cañón: | Sello mecánico de tipo único (0,4 Mpa); Sello mecánico de tipo doble (0,6 Mpa, 1,0 Mpa) |
| Dispositivo de conducción: | Motor de CA a prueba de llamas + reductor de engranajes helicoidales |
| Inspección RT para juntas de soldadura: | 20% por vaso y 100% por cabeza |
| Prueba de chispa para revestimiento de vidrio: | 20KV después del acristalamiento y 10KV antes del envío |
| Prueba hidráulica: | 0.59Mpa, 0.78Mpa, 1.18Mpa para recipiente y 0.78Mpa para chaqueta |
| Resistencia a la temperatura: | Choque de enfriamiento: 110 Deg.C, Choque térmico: 120 Deg.C |
| Medio de trabajo: | Ácido orgánico, ácido inorgánico, solvente orgánico y alcalino débil excepto ácido fluorhídrico, medio con iones de flúor, álcali y ácido fosfato cuya concentración supera el 30% con una temperatura superior a 180 grados centígrados |
| Diseño de boquillas: | Estándar o según los requisitos del proceso del cliente |
| |

APLICACIÓN DONDE SE UTILIZA UN REACTOR REVESTIDO DE VIDRIO
| Materiales adecuados con condiciones de funcionamiento: | Los materiales que reaccionaban involucraban ácidos y álcalis altamente corrosivos; Proceso de alta pureza donde la limpieza es importante, tanto para la capacidad de limpieza como para minimizar el riesgo de contaminación por metales; En polimerización, para evitar que los polímeros se adhieran a los recipientes. |
| Materiales de aplicación y condiciones de funcionamiento: | Ácido fluorhídrico y medios que contienen iones de fluoruro con todas las concentraciones y temperaturas; Ácido fosfórico con una concentración superior al 30% con una temperatura superior a 180°C; Alcalino cuyo valor de PH es superior a 12 con una temperatura superior a 80°C; Cuando la temperatura cambia drásticamente durante el funcionamiento del equipo revestido de vidrio, la tensión térmica excesiva dañará el vidrio revestido. Por lo tanto, la temperatura debe subir o bajar lentamente durante el funcionamiento del equipo. |

PROCESO DE PRODUCCIÓN
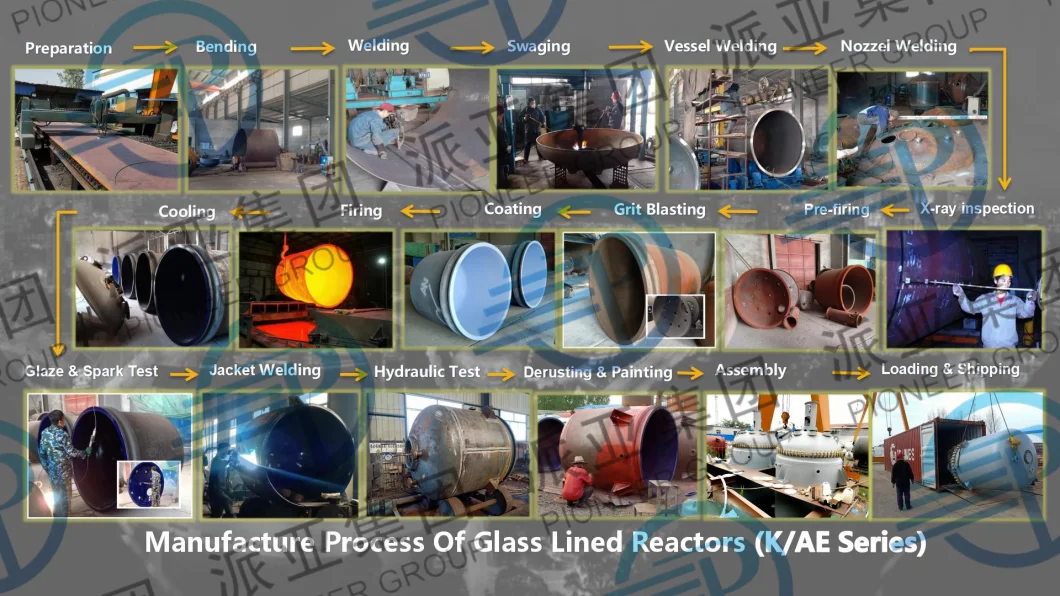
Cuando finaliza el proceso de acristalamiento, el recipiente ingresa al área de soldadura para instalar la chaqueta. La carcasa de la chaqueta y la cabeza de la chaqueta ya se han soldado y ahora están listas para soldarse en los anillos de cierre que se encuentran en el recipiente. Se suelda un diafragma al anillo de cierre para compensar la expansión y contracción de la camisa. Se realiza una prueba hidráulica, en la que la camisa se llena de agua, para garantizar la calidad. Una vez finalizado, el recipiente se limpia con chorro y se prepara para pintar y luego se traslada a la cabina de pintura. De acuerdo con las especificaciones del pedido, las boquillas se suministrarán con la brida suelta partida adecuada (estas bridas se prefieren a las bridas de una pieza para recipientes revestidos de vidrio porque eliminan las piezas forjadas más pesadas de la boquilla que podrían causar problemas de acristalamiento). Finalmente, una calidad adicional se realizan la verificación de control y la prueba de chispa y el buque está listo para embarcar.
CARACTERÍSTICAS DEL EQUIPO REVESTIDO EN VIDRIO
Resistencia a la corrosión: el vidrio es extremadamente resistente a la corrosión por ácidos y álcalis (excepto el ácido fluorhídrico y el ácido fosfórico concentrado caliente)
Antiadherente: muchas sustancias no se adhieren al vidrio, pero se adhieren al metal.
Pureza: el vidrio tiene altos estándares de calidad para aplicaciones de alimentos y medicamentos
Flexibilidad: el vidrio puede manejar una amplia gama de condiciones químicas
Fácil de limpiar: la superficie de revestimiento de vidrio permite una limpieza y esterilización rápidas y fáciles
Ausencia de efecto catalítico: elimina la posibilidad de efecto catalítico que puede ocurrir en recipientes hechos con varios metales exóticos
Económico: el costo es comparable al del acero inoxidable y la mayoría de las aleaciones
Excelente aislamiento: cuando se realiza una prueba de chispa de alta frecuencia de 20 KV, la chispa eléctrica no puede penetrar los revestimientos de vidrio.
Resistencia a la temperatura: la conductividad térmica es solo del 1 al 0,1 por ciento del metal
Resistencia al impacto: la resistencia al impacto de los productos superiores es 260*10-3J
Diseño personalizado: diseño y fabricación de acuerdo con las condiciones y los requisitos del cliente
PRODUCTOS VINCULADOS
| Reactor revestido de vidrio de tipo abierto/brida | Reactor revestido de vidrio con camisa de tipo cerrado/monobloque | Evaporador de película limpia con revestimiento de vidrio/Wpe | Secador de vacío rotativo cónico doble con revestimiento de vidrio/RCVD/CDB |
CÓMO EVITAR DAÑOS EN EQUIPOS REVESTIDO DE VIDRIO
Hay cuatro categorías principales de modos de falla que pueden ocurrir en equipos revestidos de vidrio: mecánica, térmica, eléctrica y química. Estos problemas, sin embargo, pueden eliminarse o reducirse drásticamente mediante la identificación de los distintos tipos de daños y afirmando las mejores prácticas para evitarlos.
# Categoría Mecánica
- Impacto Mecánico
Impacto interno - El impacto interno ocurre cuando algo duro golpea la superficie del revestimiento interior. Cuando trabaja en un reactor, es importante almohadillar el piso y el mezclador antes de ingresar al recipiente para evitar un impacto interno accidental que agriete la superficie revestida de vidrio debido a un elemento suelto o una herramienta que se cae.
Impacto externo - Si bien el vidrio es bastante resistente a la compresión, es débil a la tensión, por lo que un golpe directo en el exterior del recipiente puede causar un patrón de grietas en forma de estrella o "astillamiento" en el revestimiento interior del vidrio. Evitar una fuerza externa repentina en el reactor revestido de vidrio es una manera fácil de evitar que ocurra este tipo de daño.
Hidro voladura - La instalación de un sistema de lavado en el lugar a través de bolas rociadoras y otro tipo de equipo a presión es una forma efectiva de mantener limpio su recipiente. Sin embargo, si la limpieza a alta presión supera los 137 bar (2000 psi) o si el chorro de agua está a menos de 30 cm (12 pulgadas) de la pared del recipiente, se pueden producir daños (hay situaciones en las que se aceptan tolerancias mayores, pero esta es una mejores prácticas generales). Además, las partículas abrasivas mezcladas con el agua pueden contribuir al daño por chorro de agua, al igual que el agua rociada en un área específica durante un período prolongado y el contacto directo con reparaciones como parches o tapones.
Abrasión - Cuando entran en contacto partículas que son más duras que la superficie del vidrio, se puede producir abrasión. Esto sucede a menudo en los bordes de las boquillas, deflectores y agitadores debido a la mezcla vigorosa.
Cavitación - Causada por la condensación, la disminución de la presión y la reacción química, la cavitación es el daño que ocurre cuando las burbujas colapsan en la superficie del vidrio. La incorporación de nitrógeno en su proceso puede ayudar a disminuir el colapso de las burbujas y el uso de un rociador también es una forma de combatir la cavitación.
- Estres mecanico
Aplastante - A pesar de su resistencia a la compresión, el montaje inadecuado de las bridas y la torsión desigual o excesiva pueden aplastar el vidrio. Además de seleccionar cuidadosamente las juntas y seguir las técnicas adecuadas de ensamblaje de bridas, se deben usar llaves dinamométricas calibradas para evitar tensiones excesivas.
Doblado - Cuando los sistemas de tuberías no están instalados y soportados adecuadamente, la conexión al recipiente está sujeta a fuerzas de tracción y compresión excesivas que pueden provocar daños por flexión. El daño por flexión es evidente por las grietas que aparecen en el eje de flexión.
Vibración - Cuando los deflectores, las tuberías de inmersión y otros accesorios que se instalan a través de las boquillas no tienen el tamaño y la posición adecuados, pueden generar vibraciones que pueden causar daños al vidrio tan generalizados que la única solución es volver a recubrir el vidrio. Sin embargo, esto puede evitarse alineando correctamente el agitador y otros componentes internos, además de ser consciente de los golpes de ariete y utilizar el dispositivo rociador adecuado para la inyección de vapor.
# Categoría Térmica
- Choque termal
Choque térmico general - Cada vez que el reactor revestido de vidrio experimenta un cambio repentino de temperatura que supera el límite recomendado, está exponiendo su recipiente a un posible choque térmico. Agregar líquido caliente a la pared de un recipiente frío o, por el contrario, líquido frío a una superficie de vidrio caliente crea un ambiente de mayor tensión de tracción en el revestimiento.
Choque térmico local- Este término se refiere al daño por choque térmico que se localiza, por ejemplo, inyecta vapor que proviene de una válvula con fugas en un área particular de la superficie revestida de vidrio.
Soldadura cerca de vidrio - Uno de los "no" críticos en el cuidado de equipos revestidos de vidrio es "no suelde componentes en el interior o exterior de su equipo". Las superficies de soldadura y vidrio generalmente no son una buena combinación debido al riesgo de choque térmico; la soldadura en equipos revestidos de vidrio casi siempre causará daños al vidrio.
- Estrés termal
Flexibilidad restringida por soldaduras de filete grandes - El choque térmico es más frecuente en las soldaduras de filete entre la carcasa del recipiente y la camisa, así como en los anillos de cierre de la camisa superior e inferior. Esto se debe a la alta concentración de tensiones en estas áreas. Además, cualquier acumulación de lodos en la camisa del reactor y atribuir a los riesgos de estrés térmico. Al soplar la acumulación de forma regular, puede evitar obstruir el anillo del diafragma de la boquilla de salida, lo que disminuirá las posibilidades de daño por estrés térmico.
Expansión de acero - El sustrato de acero de un recipiente puede expandirse por varias razones, siendo las dos más comunes la congelación del contenido interior y la sobrepresurización del recipiente. Esta expansión da como resultado una serie de grietas en el revestimiento. En el caso de agitadores y deflectores, si el líquido que se acumula dentro de los centros huecos se congela, el vidrio a menudo se cae en fragmentos largos.
# Categoría eléctrica
Descarga electrostática - Las cargas estáticas pueden acumularse por varias razones, incluidos los procesos que involucran solventes orgánicos de baja conductividad y prácticas operativas como la introducción de líquidos y polvos en caída libre, así como la agitación excesiva. Si la rigidez dieléctrica supera los 500 V por mil de espesor, puede dañar el revestimiento de vidrio. Las partes más afectadas del recipiente generalmente se ubican cerca de las áreas de alta velocidad, como las puntas de las paletas del agitador y la pared del recipiente opuesta a las paletas. El daño generalmente aparece como agujeros microscópicos que llegan hasta el sustrato de acero; el astillado puede o no ocurrir. Por lo general, también puede ver una decoloración, o "aura", alrededor del orificio. Para evitar poner en riesgo su recipiente, mantenga sus velocidades de agitación al mínimo y agregue materiales a través de tubos de inmersión para que entren por debajo de la línea de nivel de líquido.
prueba de chispa - La prueba de chispa es el método más utilizado para inspeccionar equipos revestidos de vidrio. El cepillo de metal que se mueve por la superficie del vidrio generará una chispa para indicar un defecto en el revestimiento. El problema más común al que se enfrentan las pruebas de chispa es que el personal usa voltajes excesivos (niveles que solo deben usar los fabricantes de vidrio cuando realizan controles de calidad en equipos nuevos) o se demoran demasiado en un área. Normalmente recomendamos 10 KV para pruebas de campo, y el cepillo también debe moverse sobre la superficie. Además, la prueba de chispa solo debe usarse ocasionalmente. Siempre se recomienda que un técnico calificado realice pruebas de chispa en equipos revestidos de vidrio. Cuando el procedimiento no se maneja correctamente, puede crear pequeños agujeros en el vidrio que se verán similares al daño por descarga electrostática.
# Unión química
- Revestimiento de vidrio
Espesor de vidrio mínimo disponible - Si bien el revestimiento de vidrio es bien conocido por su excepcional resistencia a la corrosión, aún debe tener en cuenta que se corroe. La velocidad normalmente estará determinada por el medio químico y las temperaturas involucradas en el proceso. Aún así, hay una disminución del espesor del vidrio con el tiempo que debe tenerse en cuenta y controlarse periódicamente. Cuando el grosor del vidrio se desgasta excesivamente, es posible que observe una serie de síntomas, como la pérdida del pulido al fuego, la suavidad e incluso astillas y picaduras.
Corrosión por agua - Los iones alcalinos que se encuentran en el agua caliente destilada pueden filtrarse en la superficie del vidrio cuando se encuentran en la fase de vapor y provocar una aspereza de la superficie del vidrio y posiblemente astillado. También puede encontrar crestas verticales si el daño es causado por el condensado que baja por la pared. La solución preventiva es limpiar el recipiente con agua que incluya una pequeña cantidad de ácido.
Corrosión por ácidos - Si bien el vidrio brinda una excelente resistencia a la mayoría de los ácidos, hay tres tipos que causan daños significativos: ácido fluorhídrico, ácido fosfórico y ácidos fosforosos. Cuando el vidrio es atacado por estos ácidos, especialmente cuando son soluciones concentradas, la corrosión puede ocurrir rápidamente. La temperatura también juega un papel clave en la aceleración del proceso de contaminación.
Corrosión por álcalis - Se deben evitar los álcalis calientes y cáusticos en equipos revestidos de vidrio. La sílice, el componente principal del vidrio, es muy soluble en soluciones alcalinas, lo que hace que los productos químicos como el hidróxido de sodio y el hidróxido de potasio sean un peligro para su equipo. Las señales visuales de que su equipo ha sido corroído por los álcalis incluyen un acabado opaco y áspero, perforaciones y astillado.
Corrosión por sales - Las sales que corroen el vidrio se basan en la formación de iones ácidos que atacan el vidrio. El nivel de daño depende del tipo de ion que se forma. Los fluoruros ácidos tienden a ser los que más daño provocan. La mejor medida preventiva es anticiparse a los efectos negativos de estos iones ácidos como los cloruros, el litio, el magnesio y el aluminio. Cuando el daño es causado por la fase líquida, hay una pérdida significativa de pulido al fuego y una rugosidad de la superficie; en la fase de vapor el ataque está más concentrado en un área específica.
- Materiales de Reparación
Degradación de parches y tapones de tantalio - El tantalio es un material de reparación de vidrio de uso común porque tiene una resistencia a la corrosión muy similar. Sin embargo, hay algunas excepciones en las que el tantalio se corroe a un ritmo mayor. En estos casos, el tantalio puede fragilizarse cuando el hidrógeno es el subproducto de una reacción corrosiva. Al evitar las parejas galvánicas, puede ayudar a evitar que esto suceda. También se debe realizar una inspección periódica de todos los parches y tapones para verificar si hay signos de fragilidad (estos signos son piezas faltantes o grietas en el tantalio). A veces, se aplica una pequeña cantidad de platino al tapón para evitar la fragilización. Además del agrietamiento, la fractura de vidrio alrededor del área de reparación y una mancha de color óxido también son signos de daño. Un enchufe dañado debe reemplazarse, pero si el mismo problema se repite, la solución es encontrar un metal alternativo que pueda sustituir al tantalio.
Ataque de cementos furánicos - Hay ciertos ambientes de proceso que pueden atacar al cemento furánico. Los oxidantes fuertes y las soluciones de ácido sulfúrico y algunos ácidos moderadamente fuertes son los culpables típicos. A menudo no hay signos visibles de que el cemento se haya visto afectado. Sin embargo, si nota un espacio entre el tapón de reparación y la superficie de vidrio, esto es una indicación de que el cemento se ha visto comprometido. En este caso, se debe volver a realizar la reparación y se debe seleccionar un tipo diferente de cemento.
Ataque de cementos de silicato - Los cementos de silicato, por otro lado, tienden a ser vulnerables al agua o al vapor (cuando no están completamente curados), los álcalis y el ácido fluorhídrico. Al igual que con otros tipos de cementos, la única indicación de ataque suele ser un espacio entre el tapón de reparación y la superficie del vidrio, y la solución es reparar el área dañada con otro tipo de cemento que se adapte mejor a su proceso.
Daños a los componentes de PTFE - El PTFE es un material común que se usa en revestimientos de boquillas, "botas" de paletas agitadoras, juntas de reparación y otros componentes. El ácido acético, las polimerizaciones (p. ej., PVC) y el bromo son ejemplos de compuestos que pueden penetrar y degradar el PTFE. Además, el PTFE tiene un límite de temperatura de 260 ºC (500 °F) y puede desarrollar vapores de HF a temperaturas más altas que... bueno, ¡a estas alturas todos sabemos lo que el ácido fluorhídrico puede hacerle al vidrio! Cuando el PTFE está dañado, es evidente por la apariencia agrietada, rasgada y/o ampollada que exhibe la superficie, que de otro modo sería lisa. Si sus requisitos de operación no coinciden con las limitaciones del PTFE, el material debe reemplazarse con un polímero diferente o un PTFE modificado que pueda soportar aplicaciones más extremas.
- Acero
Corrosión por derrames externos o aislamiento húmedo - La corrosión del acero puede ser causada por un derrame externo. Debido a la popularidad de los productos químicos que ingresan desde una boquilla de cabeza superior y que salen de una boquilla de cabeza inferior, estas son áreas comunes donde el fluido puede derramarse o filtrarse sin darse cuenta. Este tipo de incidente es particularmente dañino para el recipiente porque el derrame/fuga externo genera átomos de hidrógeno que se difunden a través del acero hasta la interfaz vidrio/acero. Allí forman moléculas de hidrógeno y se acumulan hasta que se interrumpe la unión entre el vidrio y el acero. Este daño, conocido como "astillamiento", suele ser demasiado grande para un parche o tapón y, por lo tanto, requiere volver a recubrir el vidrio.
Daños por limpieza química de la chaqueta - El cuidado y la limpieza de la chaqueta es un tema importante que es fundamental para mantener su reactor funcionando de manera eficiente. Con el tiempo, los medios de calefacción o refrigeración se acumulan y dejan depósitos no deseados en la chaqueta, por lo que es necesario limpiarla. Cuando se utilizan soluciones de limpieza incorrectas, como ácido clorhídrico u otras soluciones ácidas, esto puede tener un impacto devastador en su reactor, similar al desprendimiento que acabamos de describir. Para evitar esto, asegúrese de usar una solución diluida de hipoclorito de sodio u otro limpiador neutro. Los daños de este tipo adoptarán la apariencia de escamas de pescado.
Astillado de la cara de la brida - Uno de los tipos de daños más comunes que se encuentran en los equipos revestidos de vidrio proviene de los productos químicos corrosivos que se escapan de las conexiones de brida. Este "astillamiento del borde", como se puede saber, es causado por los productos químicos que se filtran a través de la junta y atacan el borde exterior alrededor de la brida, lo que hace que el vidrio se desprenda en la superficie de la junta y arruine la superficie de sellado. El desconchado de la cara de la brida se corrige mediante el uso de un manguito exterior de metal, un manguito exterior de PTFE o masilla epoxi.
CONTACTO
SHANDONG PIONEER HEAVY INDUSTRY TECHNOLOGY CO.,LTD.
Dirección : Parque industrial de Changwang, ciudad de Liushan, condado de Linqu, ciudad de Weifang, provincia de Shandong, República Popular China
Mr. Conan WEI
Anterior: Horno de secado al vacío por pulverización de acero inoxidable de venta caliente
Próximo: Horno de secado al vacío Biobase China Bov-215V para laboratorio
Nuestro contacto
Enviar ahora




